5th Axis 5-6 Deuce Vise on my Tormach 440
I was happy but never quite satisfied with the stock 4in vise.
I work with some smart folks that swear by raptor and lang and I have had my own positive experiences with these work-holding solutions, and others, in production shops years ago.
At IMTS I saw the launch of 5th Axis Deuce vise and thought this could be the ticket. 5th Axis were kind enough to send a unit to try.
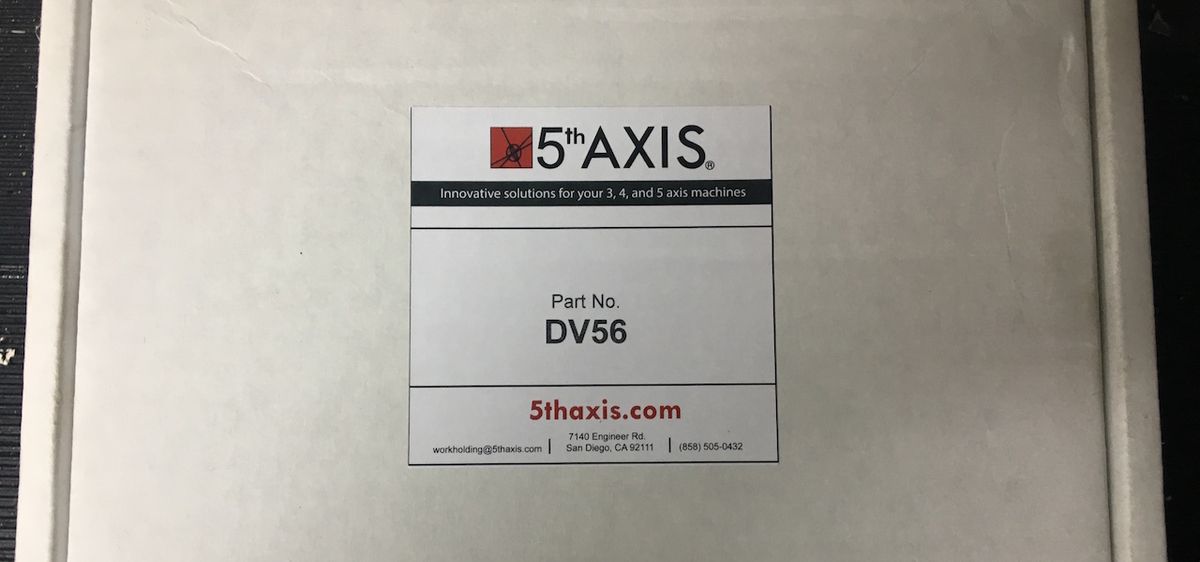
Here is a the machine envelope of my Tormach 440. Machine envelope is in blue, The stock 4inch vise is translucent and the 5th axis 5-6 Deuce can be seen centered and with the jaws open. The center stop is also not shown on the Deuce. I set the stock vise off center (-X) to allow a little more room to approach with the superfly.
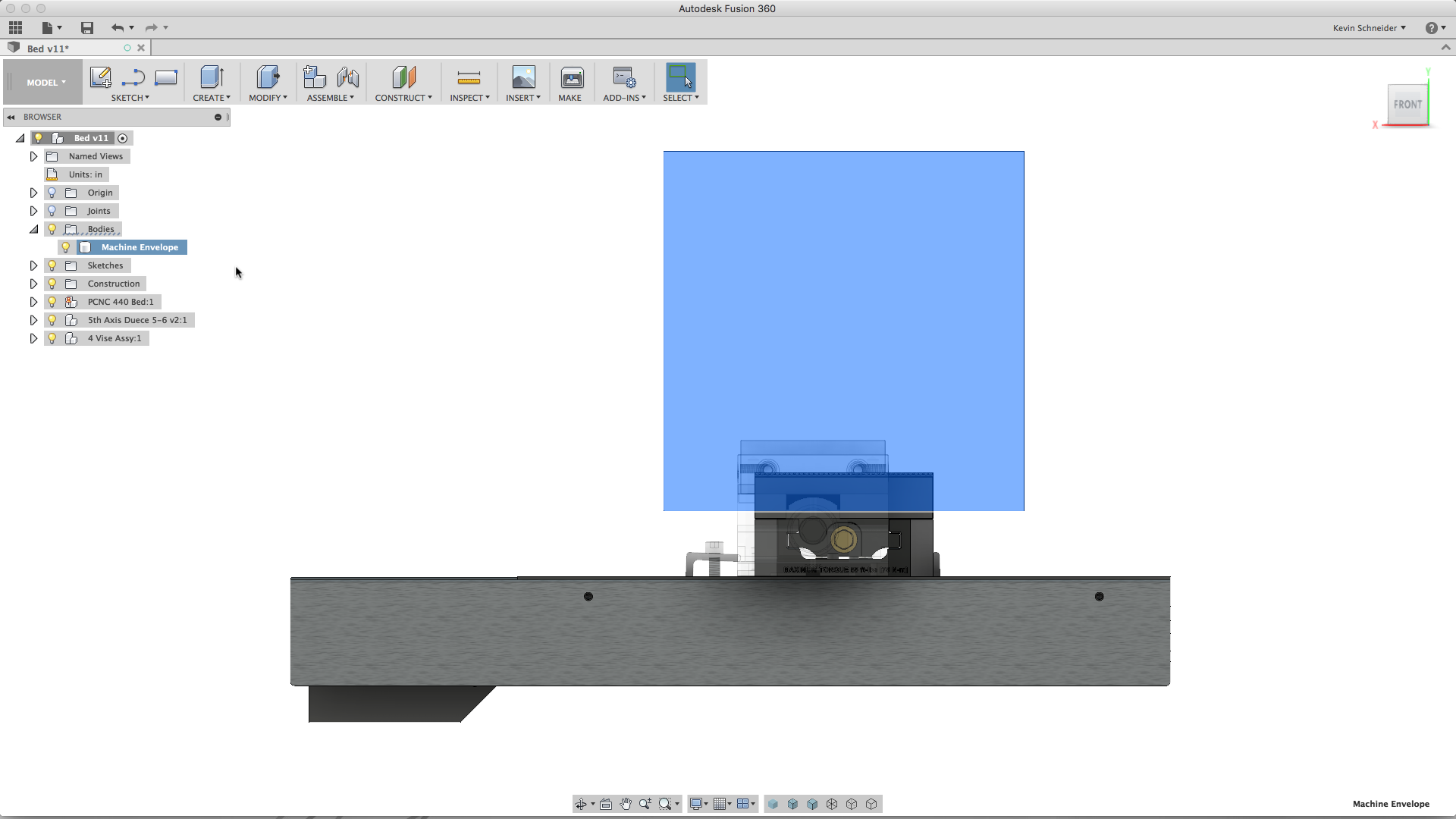
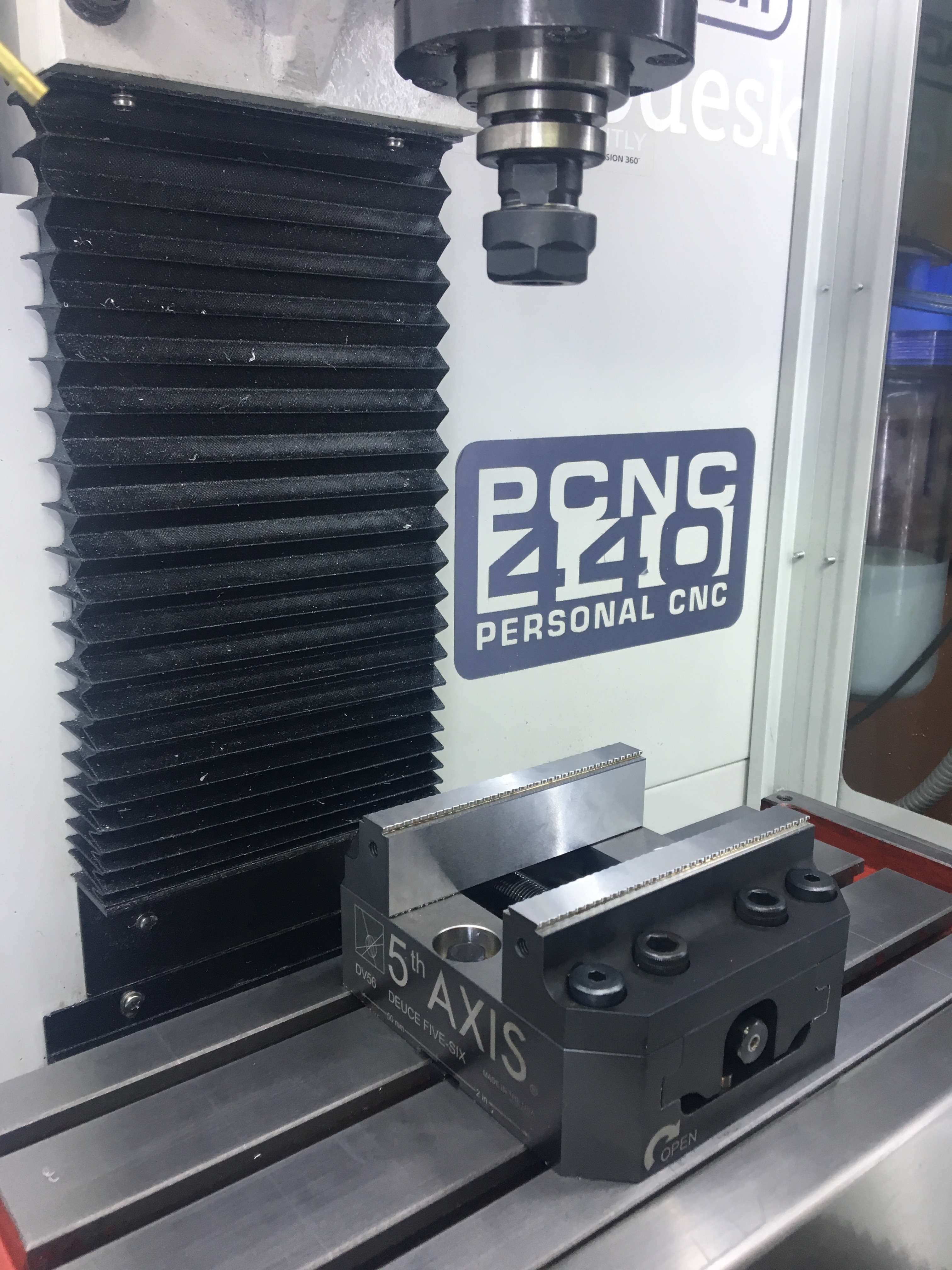
And a side shot
Note:
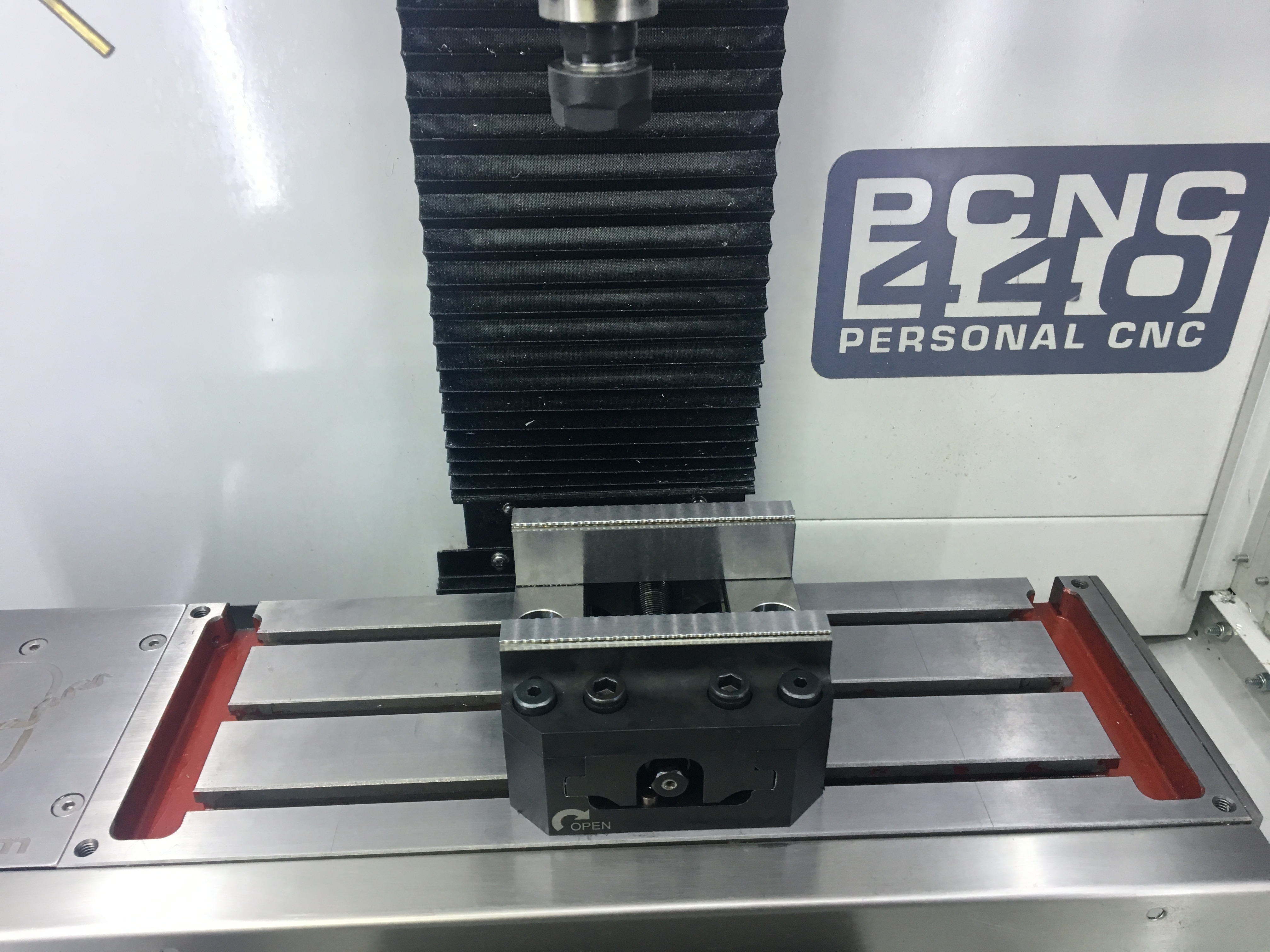
- No vise overhang. Less chance of bed flex and no danger of destroying the Z axis ways bellows.
- The jaws, in the wide position, allow an extra 1.4 inches of stock.
- The vise allows an extra inch in Z.
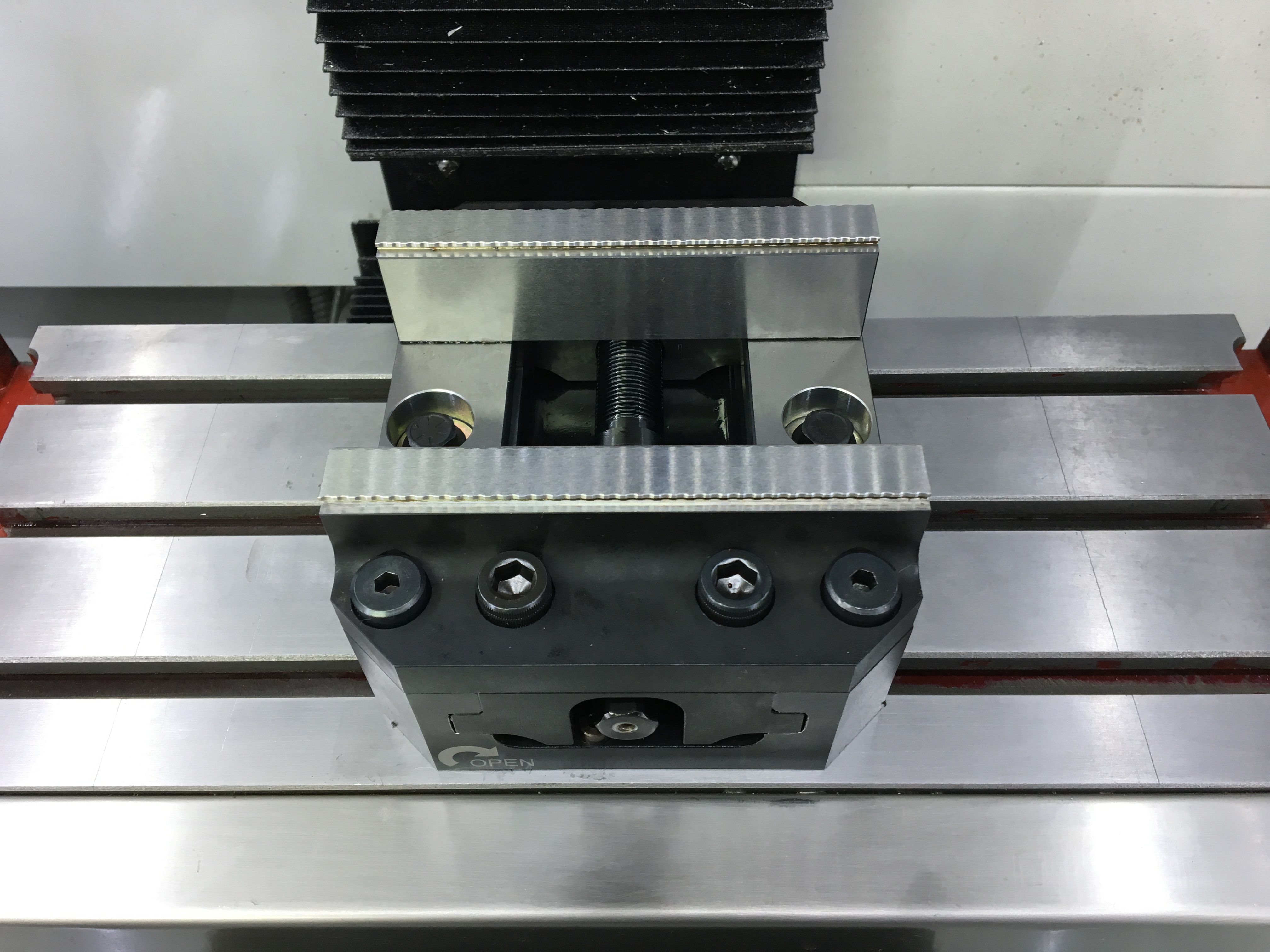
- The hardened jaws have serrated step to make grabbing AL a breeze.
- The jaws can be centering, pinned or add a center stop to allow holding two pieces of material.
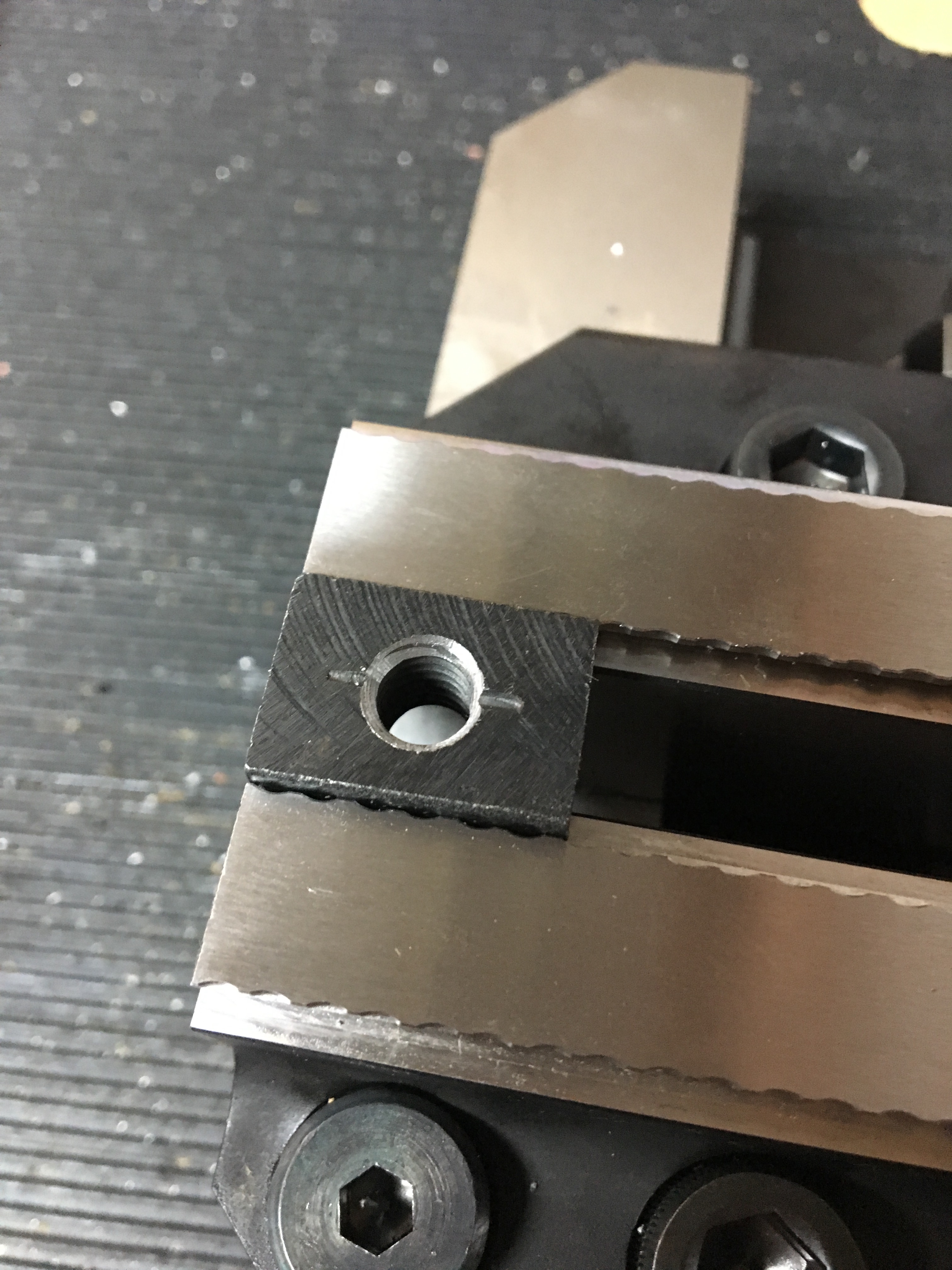
Here is my mounting procedure
I purchased mounting hardware:
- 2X 5/16-18 x 1.75 black oxide steel bolts.
- 2X hardened washers.
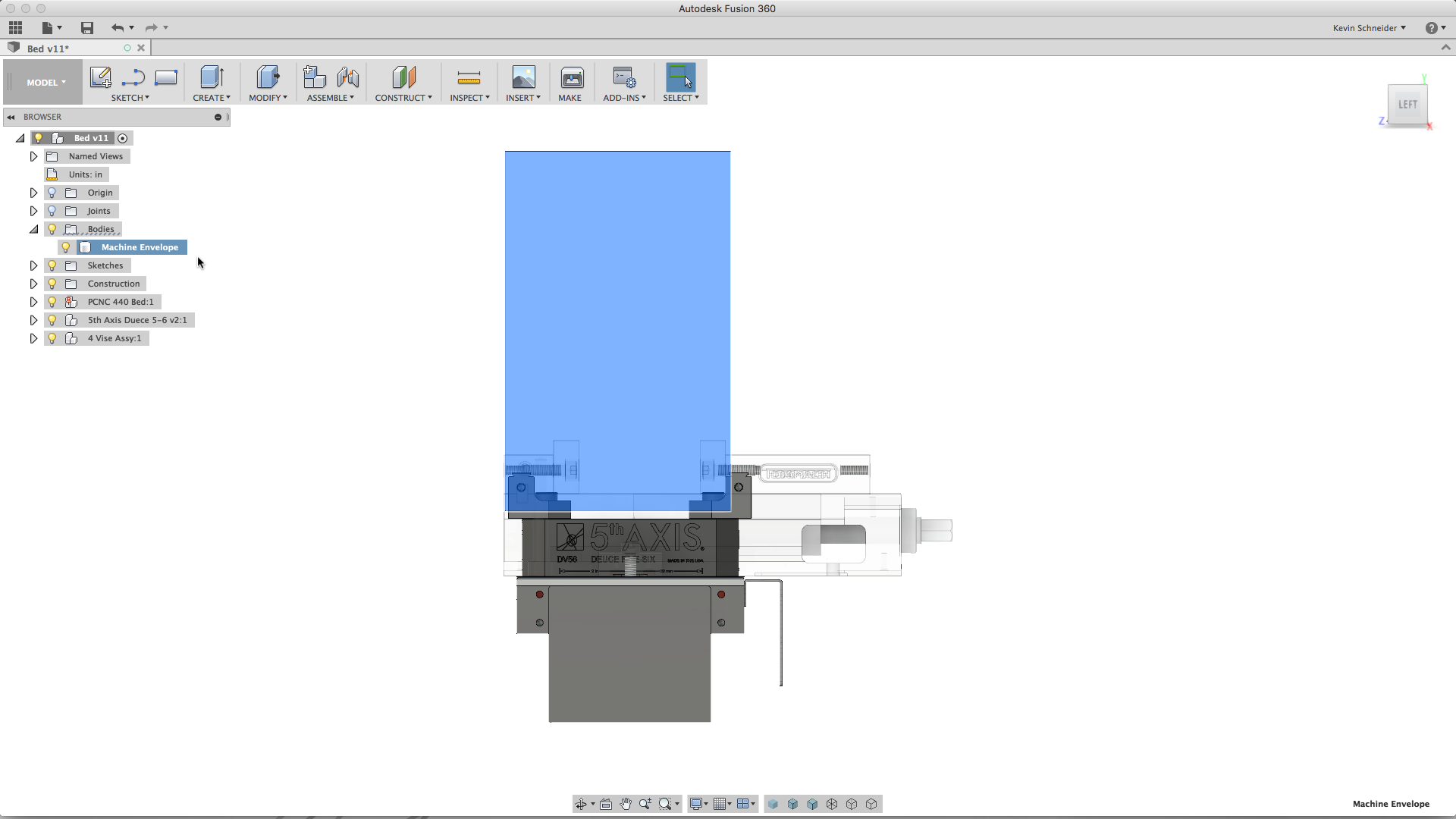
I also used 2X Tormach t-nuts.

T-nuts need to have a tap run thru them or the backside chamfered to ensure the bolts can run thru them completely. This is only because we need a few extra thou of thread when using the 1.75 inch long bolts. If your setup is different do not do this. Before:
Be very careful with these t-nuts. Do not use these for future setups with straps. You can crack your bed if you thread bots thru the t-nut and bottom out in the bed t-slot.
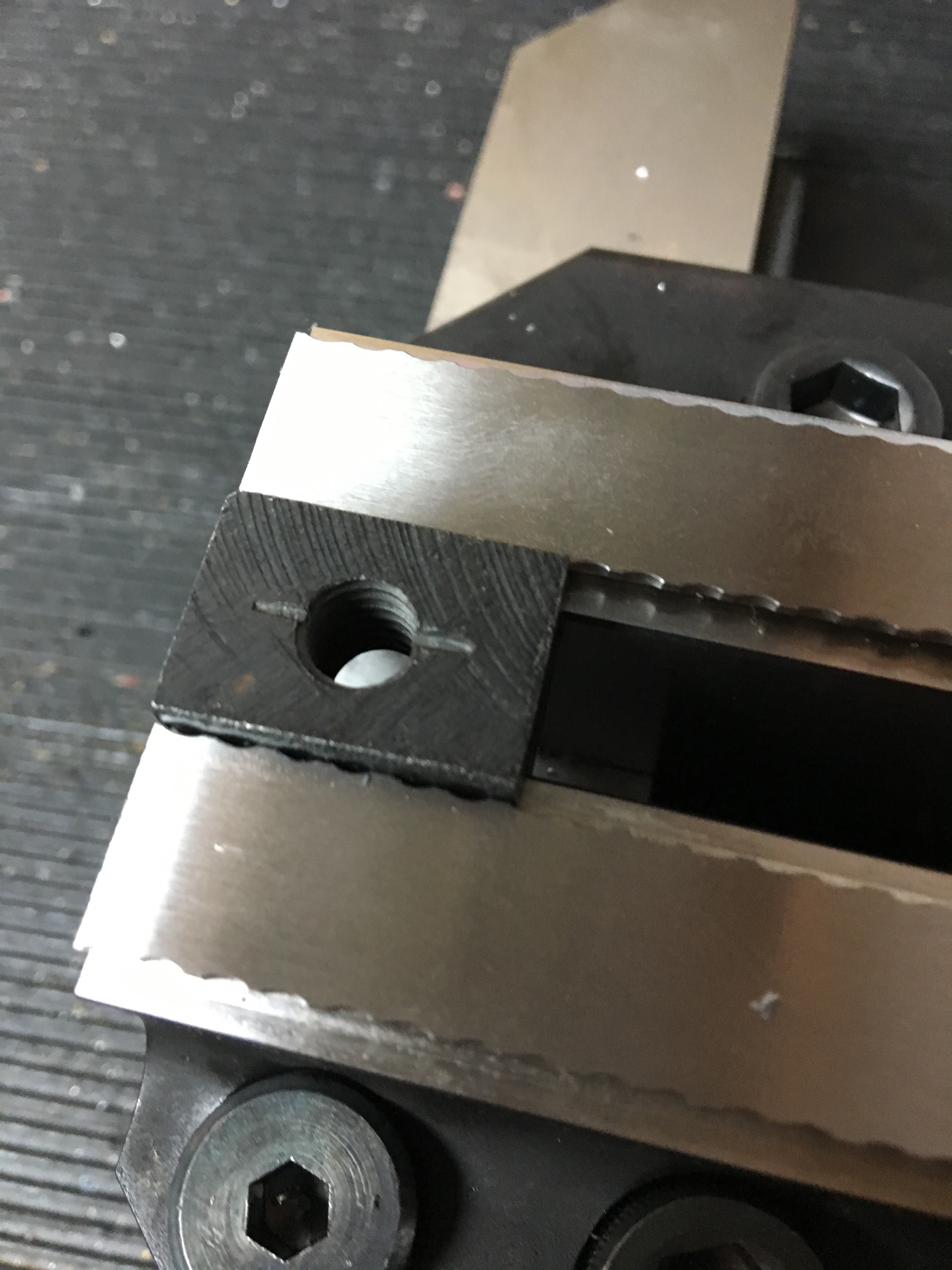
After:
Remove the stock vise:
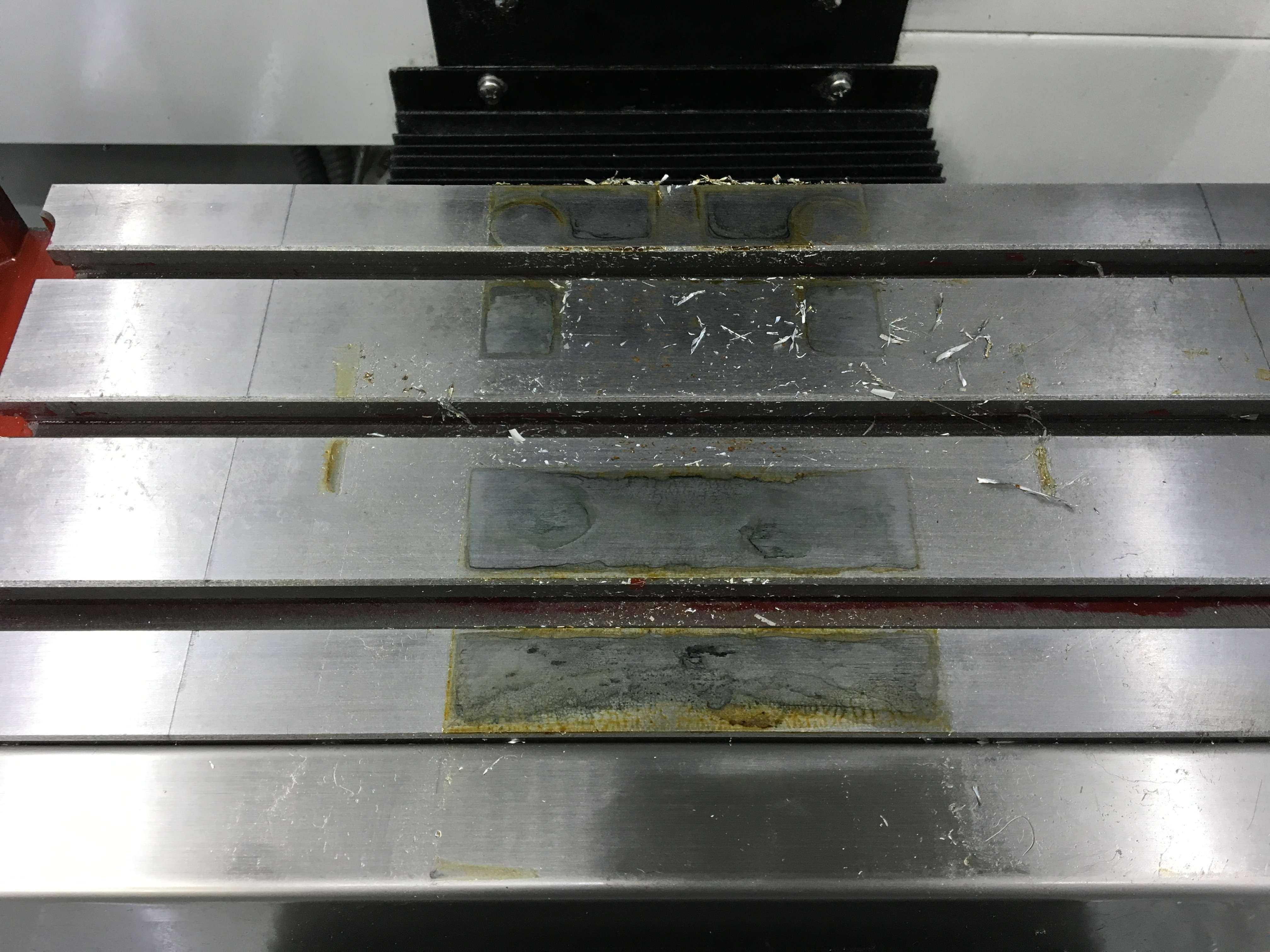
Degrease and clean the horrors found beneath:
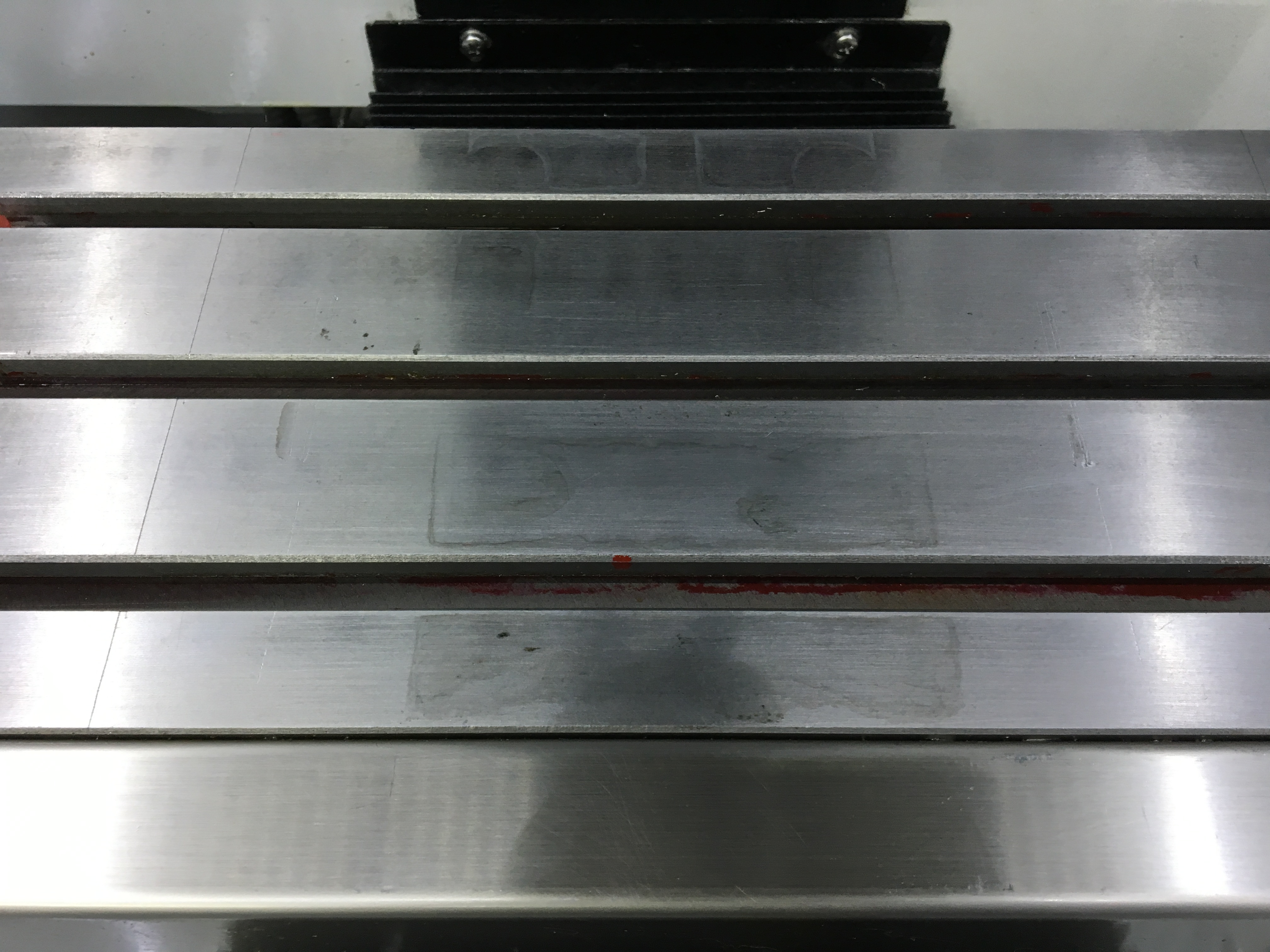
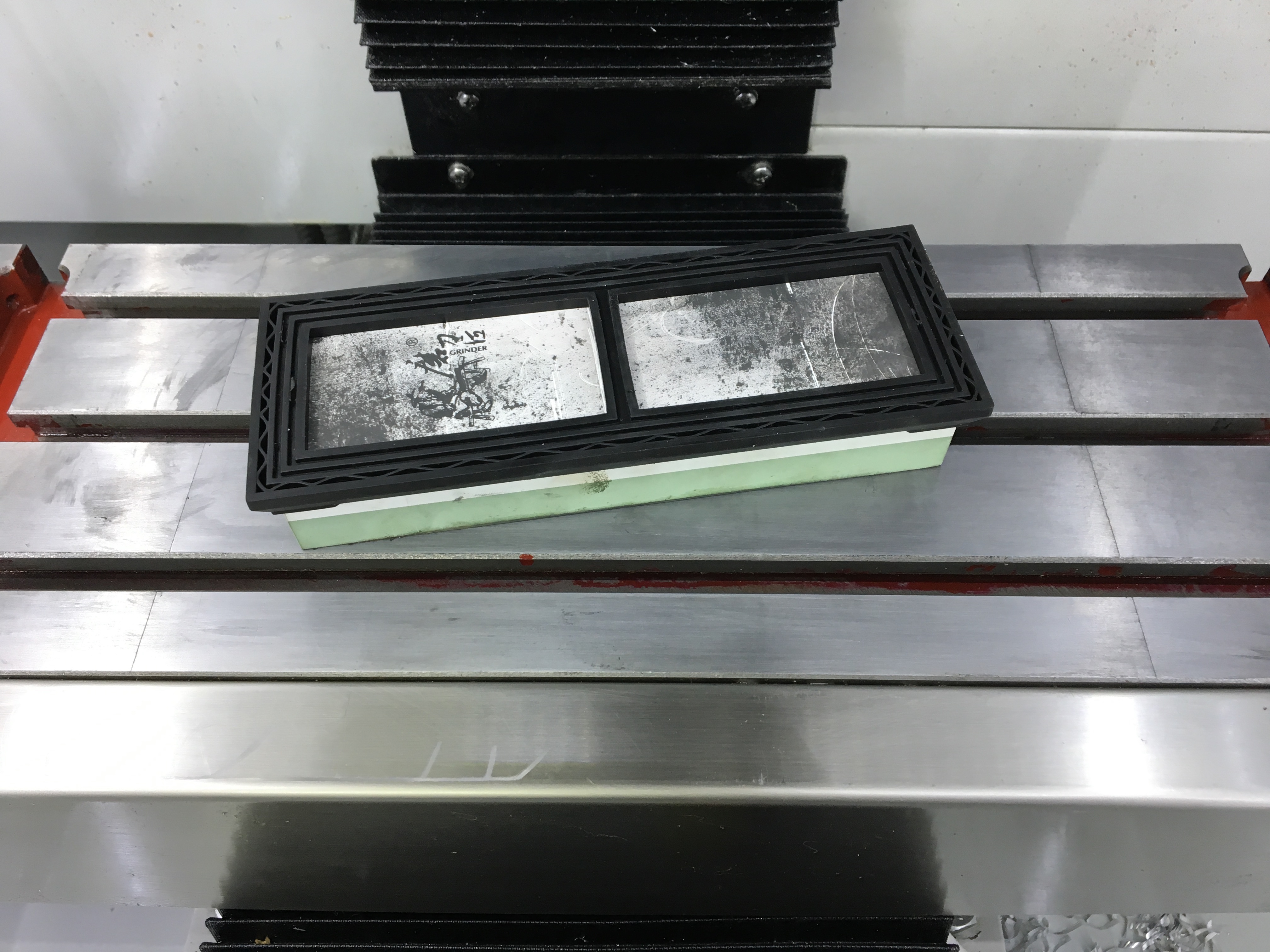
I hit the bed with an 8000 stone to knock down any nicks or dings:
Mount the vise. Tighten the right blot snug and tighten the left bolt just past resistance.
Mount up your indicator. Set zero on the far right and sweep left.
Tap the left side into zero and sweep back and forth. When it reads zero across the sweep, back off in y and then come back in. Set zero and check again. This will ensure we account for any backlash. Sweep, tap, repeat. Once set, snug everything down tight. Double check your work. I was finished tramming in about 5 minutes.
Back to cutting chips!

Comments ()